Production Technology of Alumina Products
Alumina products include: alumina ceramic products and special refractory products.
The production technology of alumina ceramic products includes: mud casting forming method, hot pressing injection forming method, machine pressing forming method and hot pressing forming method.
Alumina special refractory products production process: vibration molding, ramming molding and press molding. The production technology and physical and chemical properties of the products of the combined corundum brick, semi-combined corundum brick and reactive combined corundum brick are shown in the corundum refractory in 11.7.
Mud casting molding method is suitable for production of alumina crucible, thermocouple tube, furnace tube, sheet, plate, round rod or ball and other products.
An industrial alumina as initial raw materials, low alkali level in the rotary kiln or in shuttle kiln, 1450 ~ 1600 ℃ fire becomes ɑ - Al2O3. Sintering ɑ - alumina conversion requirement of 98% or more, true density acuity 3.99 g/cm3. Alumina content to 99% or more.
Sintering ɑ Al2O3 powder should be in the same medium fine grinding ball mill. The maximum particle size is less than 5 microns and the average particle size is less than 2 microns. Although grinding fine powder with steel ball mill can improve the grinding efficiency, it is easy to cause environmental pollution to remove iron by pickling. Except for iron, the iron content of the slurry is less than 0.01%.
ɑ - alumina slurry PH = 6 ~ 7 control, mud density 2.1 ~ 2.2 g/cm3.
The casting rate of gypsum mold is 14%~15%.
The body is dried under the condition of heat preservation and moisture, and the residual moisture after drying is less than 0.5%. High purity alumina products (≥ 99%) are fired at 1700~1800℃ and the holding time is 2~4h. Ceramic products with 95% alumina content were fired at 1650~1700℃ with 2~4h heat preservation. Ceramic products with 95% alumina content are fired at 1650~1700℃.
Hot injection molding products are made of paraffin wax as a binder, by heating and pressure grouting. This method of production can produce ordinary ceramic products, more suitable for the production of small products, special shape products, and can be assembled with a mother and son mouth.
Low alkali primary industrial alumina was used as the initial raw material. Treatment method and physical and chemical properties as mentioned above.
The wax paste is prepared first. Ingredients are joined in sintering ɑ - alumina powder melting point 65 ℃ of paraffin wax, wax and 0.5% oleic acid 15.5% and 0.5%. At 100~150℃ after full mixing and mixing to make wax cake.
Forming in hot injection machine. Design and process the detachable metal combination mold with the release rate of 15%~16%. And in the appropriate position reserved grouting holes and vent holes. Melt the wax cake and put it into the injection barrel of the hot wax machine. Heat it to 65~70℃ at a constant temperature. The air pressure of the air compressor should be maintained at 0.4~0.6MPa. After filling with wax paste, take off the metal mold and put it into cold water for quick cooling.
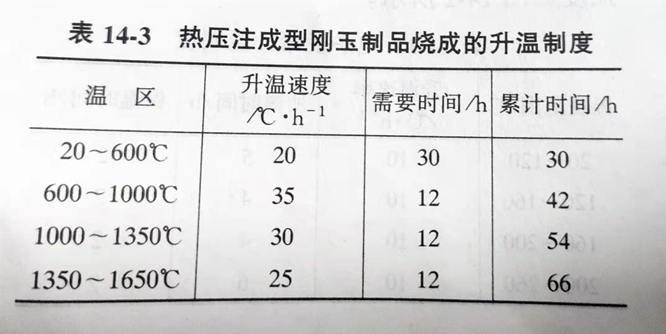
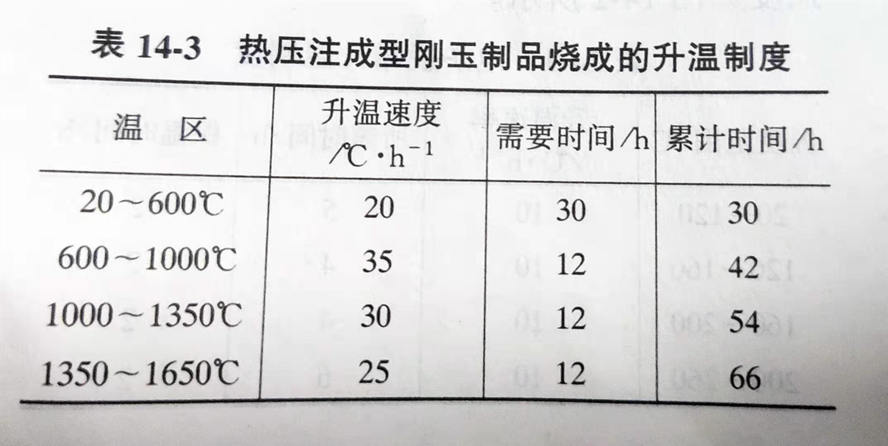
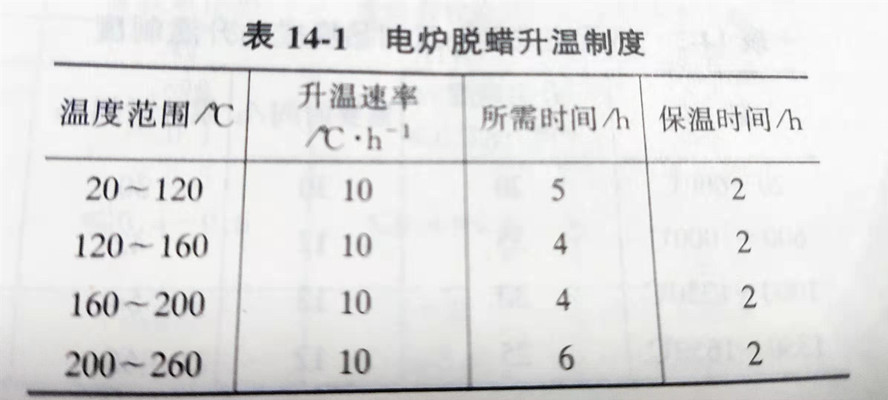
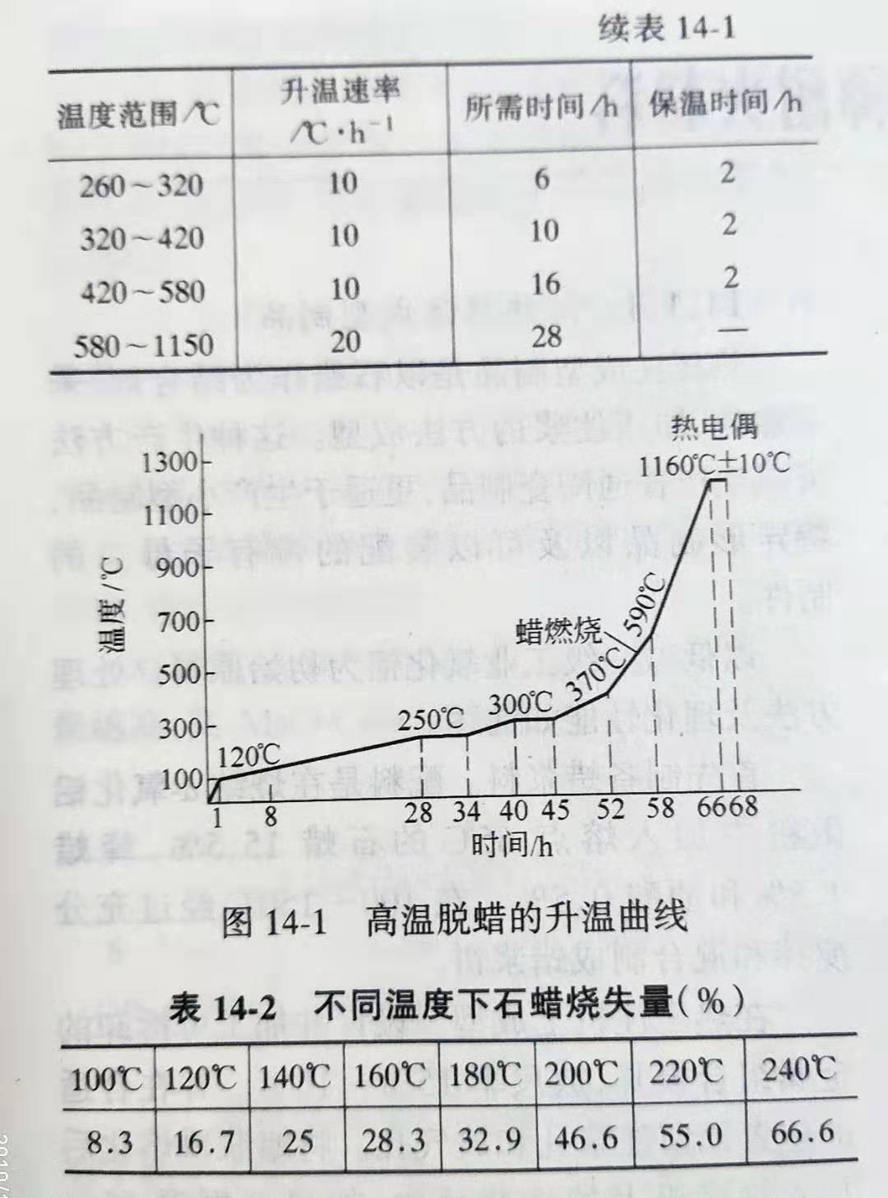
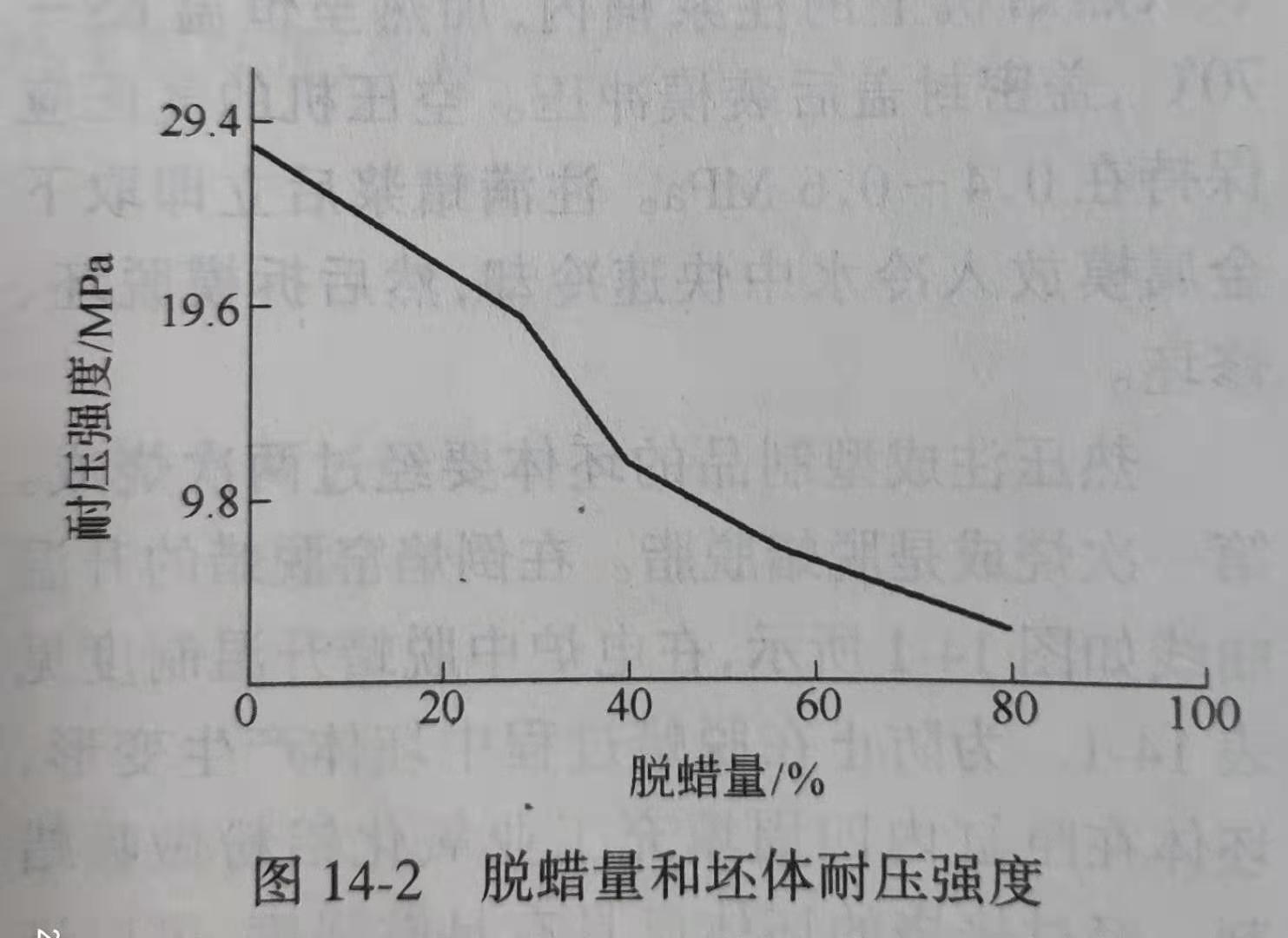
Hot - injection molding products of the body to be burned twice. The first burn is dewaxing and degreasing. The temperature rise curve of dewaxing in the inverted flame kiln is shown in figure 14-1, and the temperature rise system of dewaxing in the electric furnace is shown in table 14-1. In order to prevent deformation of the green body in the dewaxing process, the green body is filled with industrial aluminum oxide powder as wax absorbing agent around the box and cylinder. The calcined body is strong enough for processing, grinding, drilling and shaping. The burning loss (dewaxing) of paraffin at different temperatures is shown in table 14-2. The strength of the blank body after dewaxing is shown in figure 14-2. The second firing is high temperature firing. The firing temperature is 1700~1750℃, and the insulation is 2~4h. The heating system of hot injection molding products is shown in table 14-3. Vacuum mud extruder molding products
By mixing with the vacuum mud press, the vacuum mud extruder can produce alumina rod, tube, ring and porous ceramics.
Sintering ɑ - aluminum oxide as the main raw material, proper match into the burning agent, plasticizer and lubricant.
Mix the mixture in a vacuum mud mill. To join the first sintering ɑ - alumina powder, mixing while adding 3% oleic acid, modulation good plasticizer, water content is about 18% ~ 20%, mixed time not less than 1 h, and then put in airtight container trapped material more than 3 days (room temperature above 20 ℃), before forming a second mixing and adjust the moisture.
Forming with vacuum mud extruder. The extruded body should be placed on the special support plate with semi-circular long groove or special-shaped long groove. The natural drying time should be no less than 2 days. The residual moisture of the body should be less than 0.5% after heating and drying.
Tubular products are fired by hanging kiln. The firing temperature is 1700~1750℃ and the holding time is 2~4h.