Manufacturing Technique of MgO-C Brick
According to the different binders used, mgo-c brick has the following two production processes:
(1) the production process flow of mgo-c brick with phenolic resin as binder is shown in figure 13-5.
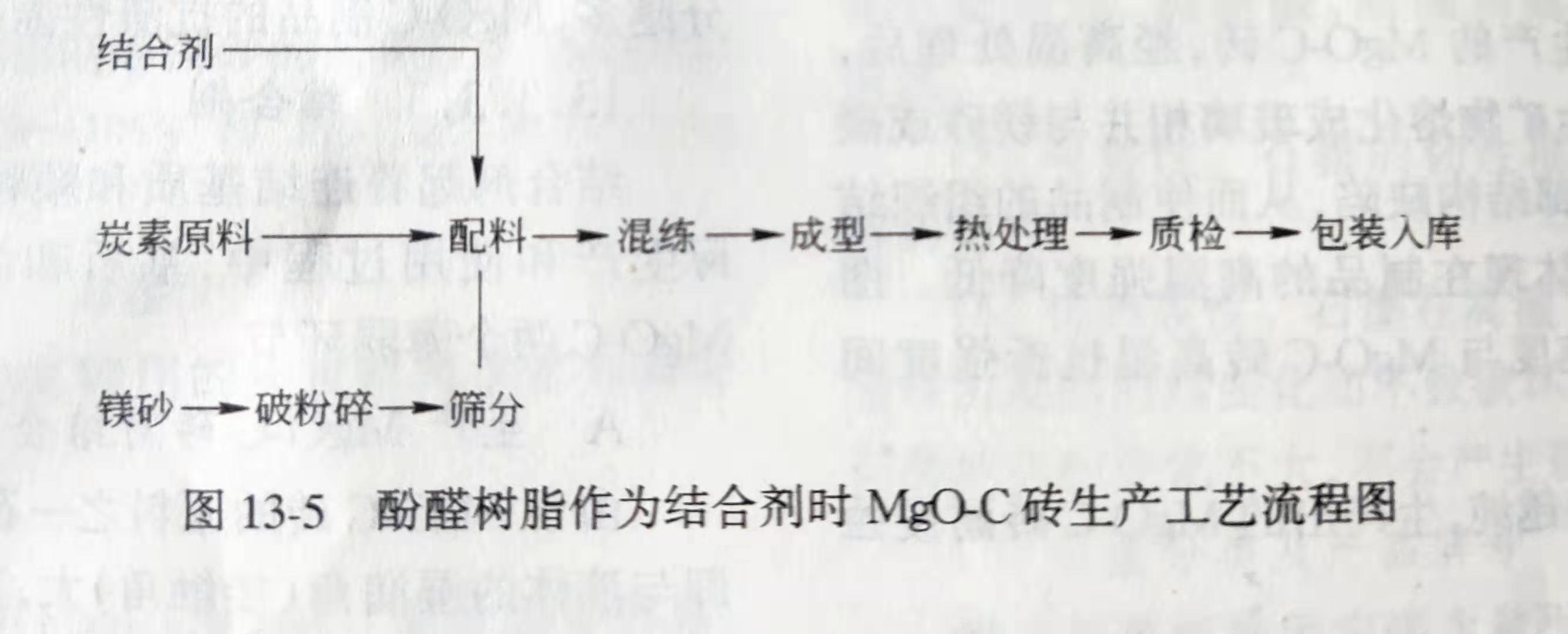
Features: room temperature mixing, molding, simple process.
(2) when asphalt is used as binder, the production process flow of mgo-c brick is shown in figure 13-6.
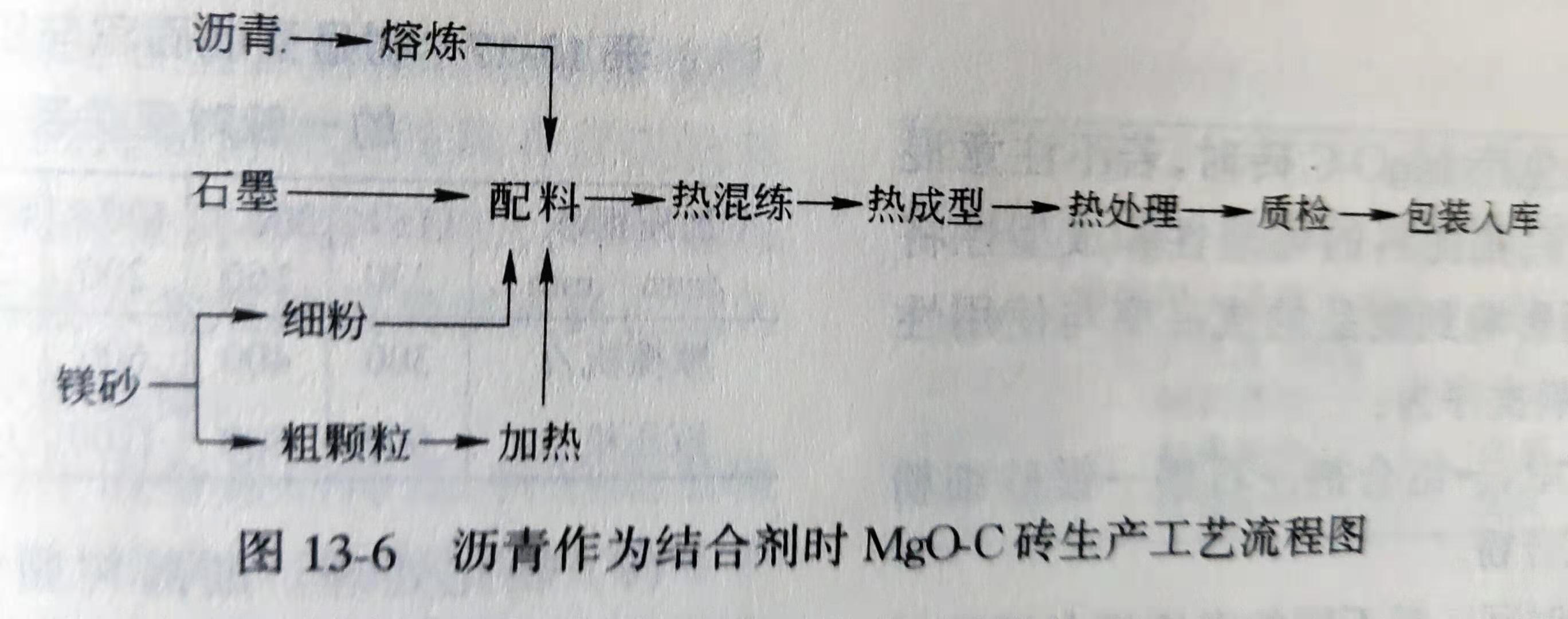
Features: in the process of batching, mixing and molding, it is necessary to heat the mixture. However, when the asphalt is broken into fine powder and a certain amount of anthracene oil or washing oil is added as a co-solvent, the asphalt combined mgo-c brick can also be produced by cold forming process.
Key points of mgo-c brick production process
(1) selection of critical particle size of magnesia. Generally, the melting loss of mgo-c brick is conducted through the reaction between magnesia and slag on the working surface. Besides the nature of magnesia itself, the melting loss rate also depends on the size of magnesia particles. Larger particles will have higher corrosion resistance, but it is also possible for them to leave the working face of mgo-c brick and float into slag. Once this happens, the damage rate of mgo-c brick will be accelerated.
Magnesia large particles of absolute amount is bigger than the small particles, coupled with magnesia expansion coefficient is much bigger than graphite, so in the brick of MgO style - C magnesia particles/graphite interface than magnesia particles/graphite interface stress big, creating cracks is also big, suggesting that MgO style - C of magnesia brick critical grain size hours, will have the function of the thermal stress relief.
From the aspect of product performance, the critical particle size decreases, the pore diameter decreases, and the pore diameter decreases. At the same time, the internal friction between the materials increases, forming difficult, resulting in a decrease in density.
Therefore, it is very difficult to determine the critical particle size of magnesia in general when producing mgo-c bricks. It is usually necessary to determine the critical size of magnesia according to the specific service conditions of mgo-c bricks.
Generally speaking, the mgo-c brick used in the areas with large temperature gradient and intense thermal shock needs to choose a smaller critical particle size. The critical particle size of the parts with high corrosion resistance is required to be large. For example, the critical particle size of mgo-c brick for wind eye brick, converter trundle and slag line is 1mm, while the critical particle size of mgo-c brick for general converter and electric furnace is 3mm. In addition, the critical particle size of mgo-c brick in different parts of converter is also different due to different using conditions.
In order to improve the volume density of the products, the critical particle size can be appropriately larger for the manufacturers with small tonnage of molding equipment.
(2) magnesia fine powder. In order to maintain the overall uniformity of the thermal expansion of the particles and the matrix in mgo-c brick, a certain amount of magnesia powder should be added to the matrix, and the structure of the matrix should be maintained to a certain extent after oxidation.
However, if the added magnesia powder is too fine, the reduction speed of MgO will be accelerated and the damage of mgo-c brick will be accelerated. Magnesia less than 0.01mm reacts easily with graphite, so it is best not to add such fine magnesia when producing mgo-c bricks.
In order to obtain mgo-c brick with excellent performance, the ratio of magnesia and graphite in mgo-c brick ≤ 0.074mm shall be less than 0.5, and if it exceeds 1, the porosity of matrix part will increase sharply.
(3) amount of graphite added. The amount of graphite should be considered in combination with different brick species and different parts of brick.
Under normal circumstances, if the graphite addition amount less than 10%, it is difficult to form a continuous carbon network in the products, can not effectively play the advantages of carbon; The e graphite join volume 20%, production molding difficult, easy to produce cracks, products easy oxidation, so the graphite join volume is generally between 10%~20%, according to different parts, choose different graphite join volume.
The melting loss of mgo-c brick is dominated by the oxidation of graphite and the dissolution of MgO into slag. Although increasing the amount of graphite can reduce the erosion rate of slag, it increases the damage caused by oxidation of gas phase and liquid phase.
(4) mixed training. Mud mixing and scouring equipment: the graphite density is light, when mixing and scouring, it is easy to float on the top of the mixture, making it not completely in contact with other components in the mixture. Generally, high-speed mixer or planetary mixer is used.
Feeding sequence: if the feeding sequence of mgo-c brick is not paid attention to, the plasticity and molding property of the slurry will be affected, thus affecting the yield and performance of the product. The correct feeding sequence is:
Magnesia (coarse, medium) → binder → graphite → mixture of magnesia powder and additive.
(5) mixed training time. Depending on different mixing equipment mixing time slightly different. In the planetary mixer, coarse and medium particles are mixed for 3-5min, then resin is added for 3-5min, graphite is added for 4-5min, magnesia powder and additives are added for 3-5min, and the total mixing time is about 20-30min.
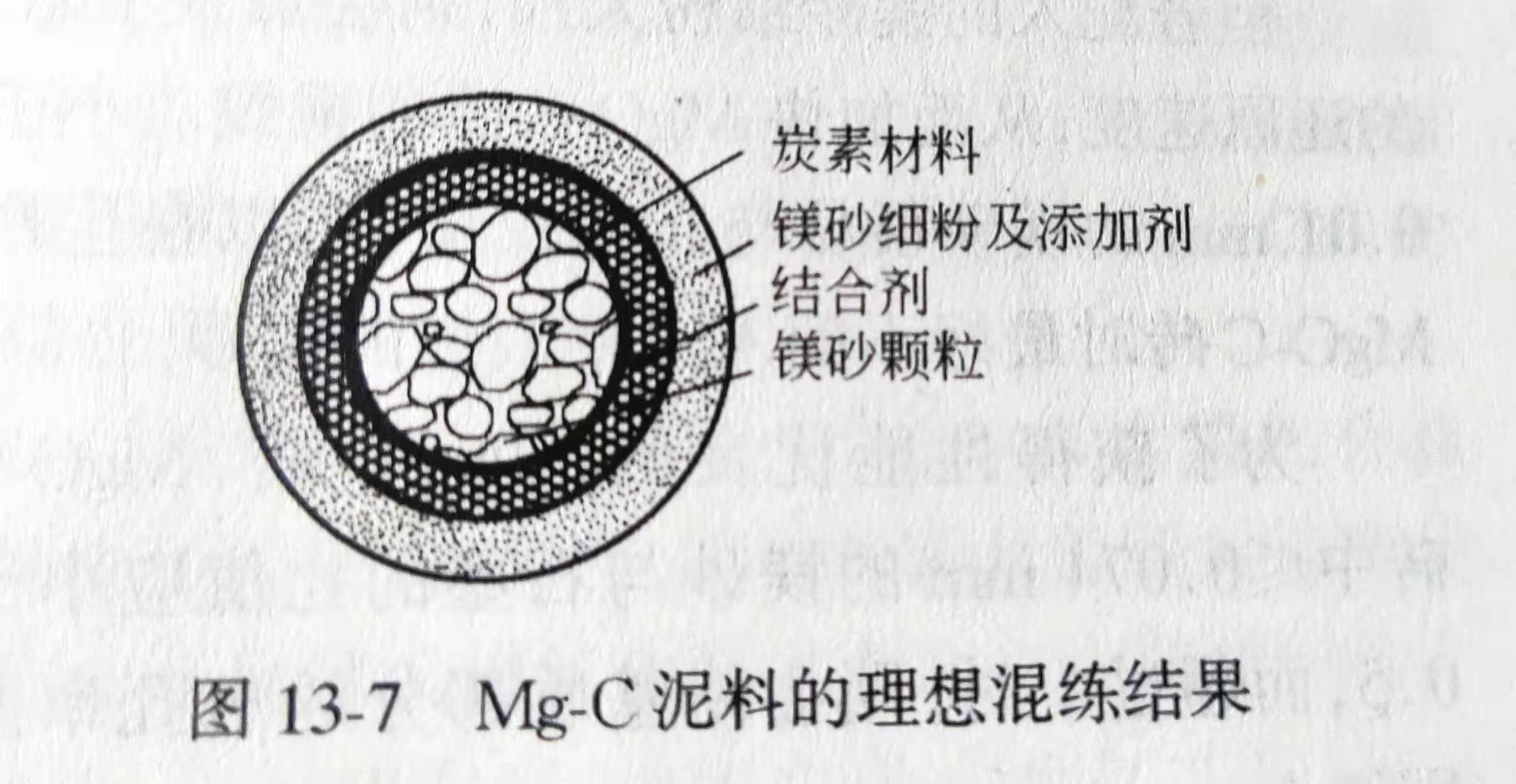
If the mixing time is too long, the graphite and subdivision around the magnesia will easily fall off, and the slurry will dry due to the large amount of solvent volatilization in the binder. If too short, the mixture is uneven, and poor plasticity, not conducive to molding. The ideal slurry model is shown in figure 13-7.
(6) molding. Molding is an important way to improve the filling density and densify the tissue and structure of the products. Therefore, high-pressure molding is required. At the same time, pressing is carried out strictly in accordance with the operation rules of first light and then heavy and multiple pressurization.
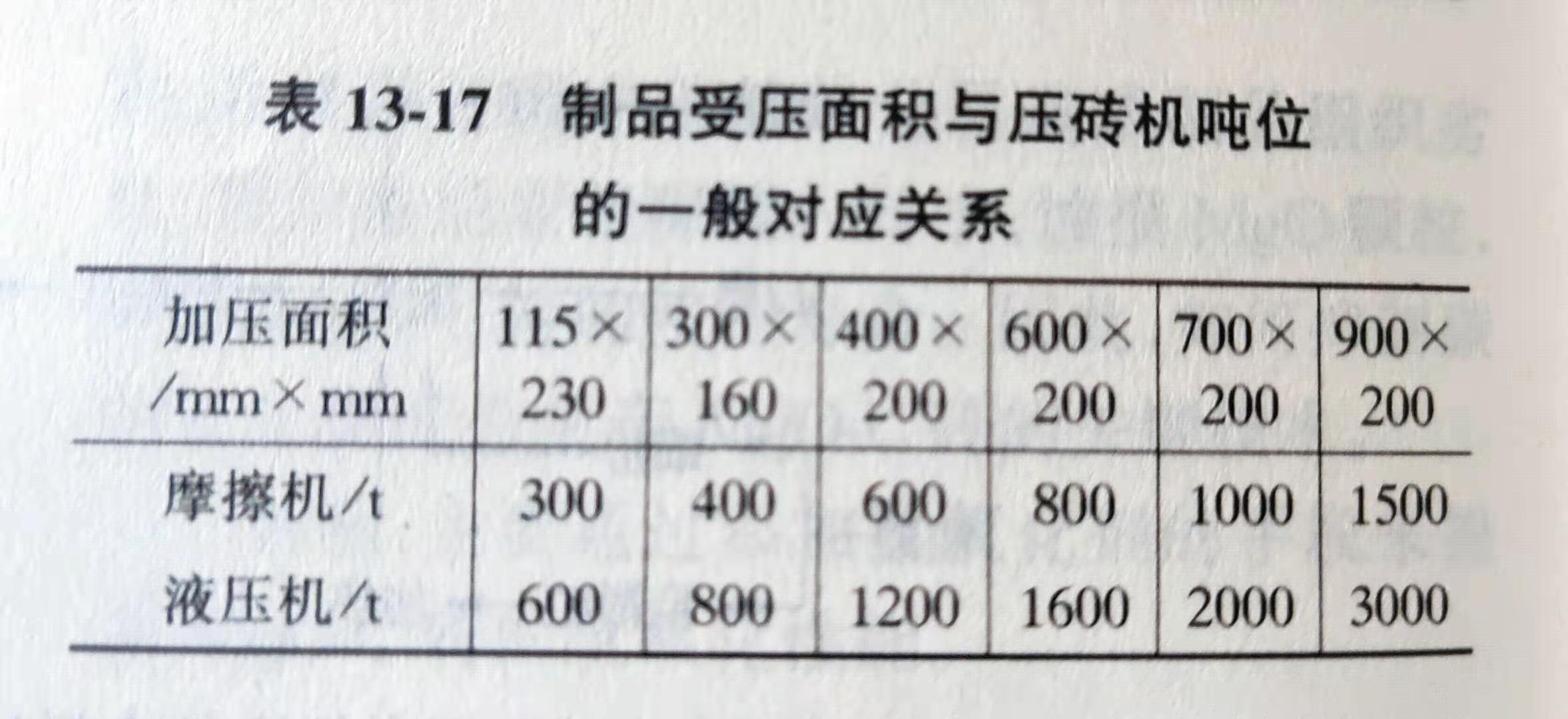
Production MgO style - C brick, adobe density is commonly used to control the molding process, generally the higher the tonnage of the press, the tile is density is higher, the mixture at the same time the required bond less (or because of the shortened the distance between the particles and liquid membrane thinning the binder local concentrated, products structure caused by uneven, affect the performance of the products at the same time also can produce elastic aftereffect caused by adobe cracking). Generally, the volume density of mgo-c brick is controlled at about 2.9g/cm3, and different molding equipment is selected according to the size of the brick. The selection of molding equipment should be based on the actual production size of the product to be specific selection, generally the selection rules of molding equipment see table 13-17.
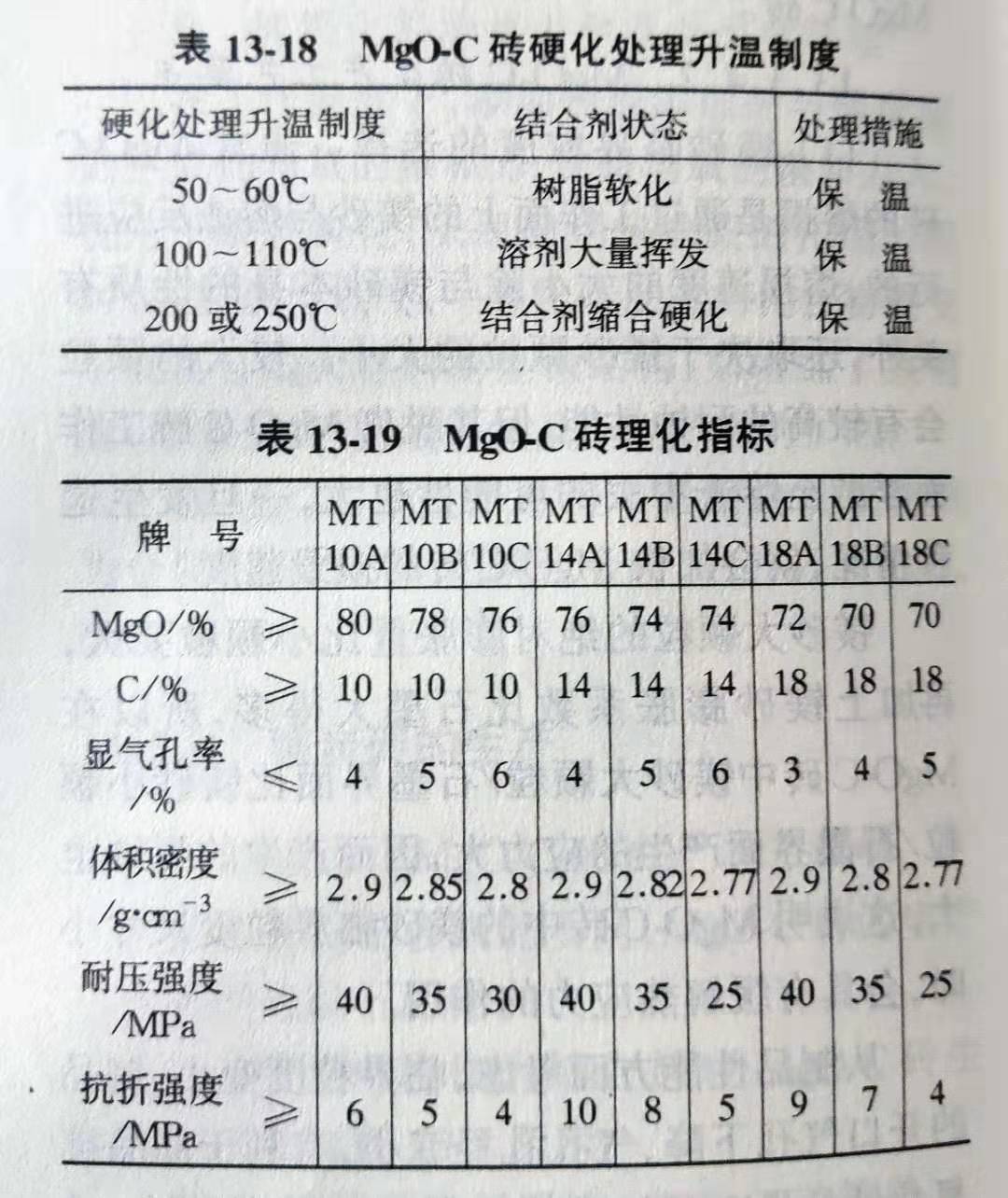
(7) hardening treatment. Phenolic resin combination of MgO style - C brick, in 200 ~ 250 ℃ under the temperature of heat treatment, resin can be directly (thermosetting resin) or indirectly (thermoplastic resin) to hardening, make the products have high strength, general processing time for the 24 ~ 32 h, the corresponding heating system are shown in table 13 to 18, after heat treatment, the finished product should reach the physical and chemical indicators listed in table 13 to 19.