

Immersed Nozzle
(1) submerged nozzle structure, material selection and performance indicators. Immersion nozzle is the refractory material in the last contact of molten steel, and also the most important and most researched functional refractory element in continuous casting process. It up a tundish under crystallizer, one of the role is to transfer molten steel to the crystallizer, and protect the molten steel secondary oxidation, prevent nitrogen into or slag mixed with molten steel and molten steel splash, prevention effect by reasonable design of nozzle structure, the second is especially tilt Angle and structure of liquid steel exports vomit, to produce a reasonable flow field in the crystallizer and the temperature field distribution and avoid the slag, such as pull leakage accident, subject to reasonable nozzle structure design of water simulation experiment and computer simulation. The quality of submerged nozzle directly affects the process of continuous casting, the length of continuous casting time and the quality of billet. Therefore, the requirements for the immersed nozzle are reasonable structure, to ensure the stability of the molten steel surface in the mold, reasonable flow field distribution and temperature field distribution, to reduce the bridging, scouring the blank shell, pull leakage and other accidents caused by the flow field problems; Good thermal shock resistance, can withstand the harsh thermal shock conditions in site use, to ensure the absolute safety and reliability of use; It has good corrosion resistance and spalling resistance, high continuous casting times, and can meet the requirement of longer and longer continuous casting time.
The structure and material of the submerged nozzle vary with the continuous casting process and steel type. There are integral plug rod and immersion nozzle current control system, upper nozzle - sliding nozzle - immersion nozzle system flow control, plug rod - upper nozzle - quick change structure - immersion nozzle system flow control, and thin slab continuous casting with flat special structure of the immersion nozzle, thin strip continuous casting with the effect of molten steel distribution of the nozzle more steel spit.
In material choice, have fused quartzose nozzle, and nozzle of the aluminum or aluminum zirconium carbon and to solve the problem or pouring nozzle blocking some of the special steel and high corrosive steel and have the function of prevent or lining without silicon carbon composite structure nozzle, such as continuous casting aluminium killed steel, ultra-low carbon steel, high oxygen steel, high manganese steel lining with composite spinel nozzle.
Molten quartz immersion nozzle is characterized by good thermal shock resistance, low price, generally no clogging problem, use without special preheating; The disadvantage is that it is not resistant to erosion, especially when casting low alloy steel, SiO2 reacts with alloying elements such as Mn, reducing the service life. At present, it has been basically replaced by the water mouth of al2o3-c material, which is only used in the continuous casting process with a short casting time. Fused quartzose submerged nozzle production method for particles of mud casting process, the key process including the fused silica raw material crushing, fine grinding, the preparation of slurry, gypsum slurry injection mold molding, drying, sintering and the main control the technological parameters of granularity, powder fineness, water and stability of the slurry (pH), drying system and burning system, general sintering temperature control under 1200 ℃, avoid fused silica crystallization. The nozzle performance indexes are as follows: SiO2 content shall not be less than 99%, the volume density shall not be less than 1.85g/cm3, the apparent porosity shall not be more than 16%, and the compressive strength at room temperature shall not be less than 40MPa.
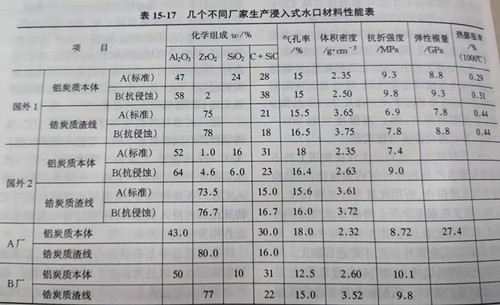
Aluminum carbon or aluminum zirconium carbon immersion nozzle is actually a composite nozzle, depending on the nozzle location, different conditions and requirements to choose different materials. As with other continuous casting functional refractories, good thermal shock resistance is a basic requirement for immersion nozzle. The shuikou body is subjected to strong thermal shock and molten steel erosion, generally aluminum carbonaceous materials are selected, and different grades and different carbon content of aluminum carbonaceous materials can be selected according to the use of different requirements. Shuikou bowl to cooperate with plug stick head position, plays a control molten steel supply speed and the role of the switch, thermal shock or spalling resistance, erosion resistance and scouring resistance requirement is also high, choose the same material with plug stick head, casting of different steel grade have different material: used for aluminum carbon, calcium treatment or calcium silicon steel with magnesium carbon or spinel carbon. Slag line is the most important part of immersion nozzle, which is not only the part prone to quality accidents, but also the key to determine the service life of nozzle. The corrosion resistance of zro2-c material is related to the content, quality, stabilization rate and particle size composition of electrofused ZrO2. Table 15-17 shows the components and partial performance indicators of the immersion nozzle produced by several different manufacturers.
(2) corrosion resistance of submerged nozzle slag line material. At the interface between molten steel and protective slag at the immersed nozzle, the erosion is serious, and it is the weakest part in the use of nozzle. The key to improve the service life of immersed nozzle is to improve the corrosion resistance of zro2-c material. The oxidation of graphite and the dissolution in molten steel and the dissolution of ZrO2 by slag are the two main erosion processes that occur when zro2-c material is immersed in the slag line of nozzle. When it is in contact with molten steel, mainly graphite oxidation and dissolution; When it comes into contact with slag, graphite and slag do not infiltrate, mainly by ZrO2 corrosion. Slowing down the erosion rate of both can improve the service life of slag line. The interaction between slag and zirconia is mainly due to impurities and CaO stabilizer in ZrO2 particles. The degree of its action depends on the composition and structure of zirconium oxide particles. For the impurities with low density and relatively high content, there are more subgrain boundaries and low melting point enrichment zones in each ZrO2 particle. On the other hand, the subgrain boundary and the low melting point enrichment zone constitute the channel for the easy reaction of ZrO2 particles with the slag solution, so that the slag solution can permeate into the particle. The infiltrated slag will lead to the faster dissolution of stabilizer CaO and the cracking of ZrO2 particles, so that the infiltrated and cracked ZrO2 particles will dissolve into the slag under the repeated action of molten steel and slag. The observation of the microstructure of residual bricks after use shows that there are many tiny ZrO2 particles in the slag layer, which also indicates that the dissolution process of ZrO2 particles is as follows: CaO stabilizer is dissolved -- ZrO2 particles are separated into tiny particles by low melting point -- cracked ZrO2 particles are gradually dissolved and washed into the slag solution. High density and low content of impurities of fused ZrO2 particles or Y2O3 stable fused ZrO2, whether it is under the influence of liquid slag, or under the influence of the surrounding atmosphere, has the high stability of the slag liquid infiltration ZrO2 particles inside not easily, namely the degree of ZrO2 particles cracking is small, its out of matrix into liquid slag process is slow, and slag corrosion resistance is improved.
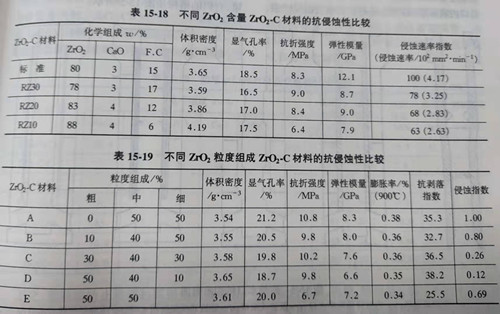
In terms of improving the erosion resistance of the submerged nozzle slag line, the main control factors are the quality of the electrofused zirconia raw material (density, stabilization rate, purity, etc.), the amount of zirconia added, the size composition of zirconia, the quality of flake graphite, appropriate additives, etc. Table 15-18 and table 15-19 show the effects of different ZrO2 contents and different ZrO2 particle size composition on the properties of zro2-c materials. Increasing the content of ZrO2 can improve the corrosion resistance, but too high the content of ZrO2 will lead to the deterioration of thermal shock resistance. The ratio of the two is between 15% and 20% carbon.
(3) nodule formation at nozzle and anti-blocking nozzle. In the process of continuous casting, nodal formation or blockage of nozzle is a common phenomenon. Nodal formation occurs in upper nozzle, sliding nozzle and immersion nozzle, especially in immersion nozzle. Different types of steel, steel pouring conditions are different, shuikou knot or blockage of the mechanism and the type of plug is not completely the same, has not been completely resolved. Shuikou nodule affects the normal casting process and the quality of the billet. In order to meet the development needs of high grade steel, clean steel continuous casting and high efficiency continuous casting, it is still one of the focuses of functional refractories for continuous casting to improve the corrosion resistance and prevent the formation of nozzles.
Shuikou nodules) is an outcome of combined action of multiple factors, the main junction effluent is the inclusions in molten steel, and nodular process and reaction between refractory material and steel liquid, liquid steel temperature, molten steel flow in the nozzle, inclusions in molten steel or the type of deoxidizing products, shuikou lining composition and the inner surface of nozzle is smooth and so on factors. The nozzle plugging process can be approximately divided into two stages: the first stage is the roughness of the inner surface of the nozzle, that is, the molten steel and its internal inclusions interact with the nozzle surface to produce the reaction layer (decarburization layer) or the deposition on the cold steel layer, and the first stage plays a decisive role in whether the blockage occurs.
Submerged nozzle, for example, is the most easily blocked part of the bowl and vomit the steel, the liquid steel flow field due to a sudden change in the cross section and direction of flow, and the generated eddy current or stagnation layer, inclusions in molten steel by pointing to the role of the force on the surface of the refractory material, easy to inside the nozzle surface sedimentary formation, and then the formation of a surface reaction layer, leading to more deposit; Aluminum-killed steel continuous casting is prone to the formation of alumina nodules and the carbon - and silicone-containing refractories are related to the following possible reactions between molten steel:
2 c (s) + O2 (g) = 2 co (g) (15, 16)
SiC (s) + 2 co (g) = SiO2 (s) + 3 c (15-17)
SiO2 (s) + C (s) = the SiO (g) + CO (g) (15 to 18)
3 the sio + 2 al (l) (g) = Al2O3 (s) + 3 si (15 to 19)
3 co (g) + 2 al (l) = Al2O3 (s) + 3 c (15-20)
Equation 15-16~ equation 15-18 creates a cavity on the inner surface of the nozzle, making the refractory structure relax and the surface rough and easy to adhere. Equation 15-19 and equation 15-20 react with Al in the molten steel, resulting in the deposition of Al2O3.
In terms of shuikou anti-blocking, two anti-blocking approaches have been selected in actual production: structural anti-blocking (commonly known as physical anti-blocking) and material anti-blocking. Their structures are shown in figure 15-5.
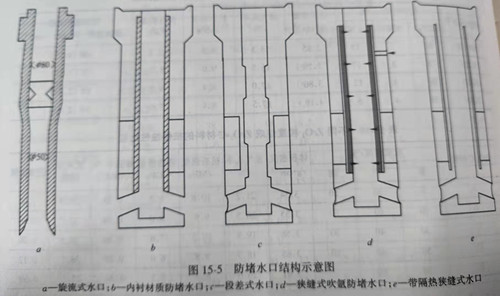
The mechanism of structure blocking is to reduce or eliminate nodules by special design of nozzle. In the form that has been used in production, there is a nozzle with insulated slit structure: in the nozzle manufacturing process, there is an insulating layer in the middle to reduce the temperature drop of molten steel and avoid the nozzle blockage caused by cold steel; Slit type argon blowing submerged nozzle: the nozzle in the manufacturing process there is a reserved slot, through the use of argon blowing to prevent inclusions in the steel liquid deposition: period of differential (Annular Step) of the structure of the submerged nozzle is nozzle lumen diameter section changes, through the gate of liquid steel flow in the nozzle changes reduced the eddy current and the inner surface of nozzle liquid steel stagnation layer, thus reducing the inclusion to the nozzle wall moving force, reduce nodulation. Vortex Flow (Swirling Flow) submerged nozzle is changing steel by rotary piece inside the nozzle Flow, reduce the deposit. The immersion nozzle of the segment differential structure was first used in 1922 to prevent the unsteady flow of molten steel in the nozzle, but it was found to have good anti-blocking effect after use, and the quality of the billet was significantly improved. The development of this outlet enables the organization of high quality steel production, such as steel for the automotive industry, to be realized. At the same time, the differential nozzle is an effective measure to solve the bias flow. Bias flow is a common phenomenon in the continuous casting of tundish slide, which poses a great threat to production safety and quality control. Its direct influence is: causes the protection slag thickness distribution is uneven, the liquid level is easy to cold steel, is the hidden danger of steel leakage; It is easy to cause slagging at liquid level and uneven temperature of molten steel, which leads to slag inclusion and surface crack of billet. The structure is adopted to block the nozzle to reduce the porosity, avoid slag rolling, reduce the fluctuation of molten steel level in the mold, stabilize the flow of molten steel in the nozzle, and eliminate the backflow and deviation of molten steel in the nozzle and mold.
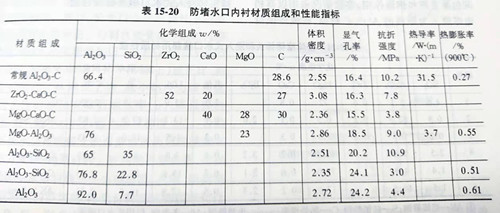
Material anti-blocking is the composite lining with anti-blocking function in shuikou, such as zro2-cao -c composite lining, spinel and corundum material without silicon and carbon, aluminum-silicon material and so on. The principle of anti-blocking of zro2-cao-c material is as follows: CaZrO3 reacts with inclusion-al deoxidized product Al2O3 in the steel to produce low-melting phase that is washed away by the molten steel, reducing deposition nodules. Without silicon and carbon lining, it can eliminate the reaction of equations 15-16 to 15-18 mentioned above, keep the inner surface of the nozzle smooth, inhibit the reaction with Al in molten steel and the attachment of Al2O3, and play a role in preventing nodules. The immersion nozzle of the internal composite carbon-free material has become the dominant anti-blocking nozzle of the current material. In addition to the reasons related to the reaction of carbon and silicon that have already been clarified, the inner surface of the non-carbon-lined nozzle is smooth and the thermal conductivity is far lower than that of the carbon-containing material, which are also the important or main reasons for its inhibition of alumina deposition. The non-carbon lined nozzle developed by TYK company in Japan is composed of 65% Al2O3, 35% SiO2, 20.2% obvious porosity, 2.51g/cm3 volume density, and 10.9mpa folding strength. It is not only used for immersion nozzle, but also for the nozzle on tunings, and for the melting and casting of some non-ferrous metals with blockage problems. At the same time, the company has also developed the nozzle of the composite anti-blocking mechanism: non-carbon lining + insulated slot nozzle to prevent cold steel nodules, non-carbon lining + argon blowing nozzle, etc., so as to solve the blocking phenomenon caused by different reasons. Table 15-20 summarizes the chemical composition and related performance indexes of several lining materials of different materials.
In a word, the principle of eliminating or preventing nodules is that the molten steel has appropriate superheat, the inner surface of the nozzle is as smooth as possible, the flow pattern of molten steel in the nozzle is reasonable, the eddy current is small, the reaction degree of refractory material and inclusion is small and so on. The use of specific anti-blocking measures, the design and selection of anti-blocking lining materials should be combined with the actual causes of the blockage, depending on the different blocking process.
(4) immersion nozzle for clean steel continuous casting. Conventional aluminum carbon submerged nozzle material not fit for the clean steel, high-grade steel, such as car with ultra-low carbon steel plate, electrical steel and some high corrosive material such as high oxygen steel, steel, high manganese steel casting calcium treatment requirements, the existence of carbon of steel liquid, the lining, especially not spit hole erosion and erosion resistance, service life is significantly lower, affect the quality of billet, need to use other lining materials of high erosion resistance. The developed immersion nozzle with composite structure has the inner lining of composite spinel material without silicon and carbon, and composite spinel-carbon material at the steel mouth. The corrosion resistance of cast ultra-low carbon and high oxygen steel (C content less than 0.004%, oxygen content in 0.01%~0.006%) is much better than that of aluminum carbon nozzle. Spinel material does not react with MnO and FeO in steel, not only does it not corrode, but also forms a dense layer on the working face and has high corrosion resistance. Composite nozzle has been widely used in continuous casting of high manganese steel and high oxygen steel, as well as stainless steel, free cutting steel and calcium treated steel.