

Three Important Parts of Continuous Casting
Overview of long nozzle, integral plug rod, immersion nozzle
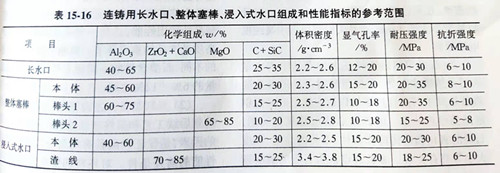
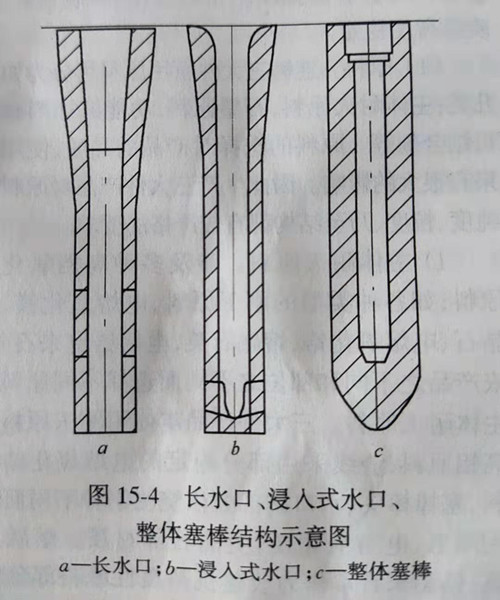
Long nozzle, integral plug rod and immersed nozzle (hereinafter referred to as the three pieces of continuous casting) are very important functional refractory materials in the continuous casting process. As shown in FIG. 15-1, their functions are to connect the ladle, tundish and mold in a trinity, controlling the flow and guiding the molten steel, preventing the secondary oxidation of molten steel and realizing the continuous casting process. The long nozzle is also known as the protection sleeve, which is installed under the steel barrel and connected with the lower nozzle of the sliding nozzle device, connecting the ladle and tundish, and playing a role of diversion, preventing oxidation and spatter of molten steel; The function of integral plug rod in continuous casting process is to control the flow of molten steel from tundish to mold. Submerged nozzle is the key in the process of continuous casting refractory features, which is installed in the tundish and mold, molten steel in tundish is to mould the channels, both to protect the molten steel secondary oxidation, prevent nitrogen into molten steel and prevent the molten steel into or slag splash, and to ensure that the molten steel in the mold has a reasonable flow field and temperature field distribution. According to the service conditions they endure and the service requirements they need to meet, the long nozzle, the integral plug rod and the immersed nozzle are made of carbon-containing refractory materials with excellent thermal shock resistance, and the key working parts, such as slag line and plug rod rod, are made of carbon-containing materials with high corrosion resistance. Table 15-16 lists the basic components and reference ranges of the performance indicators of the three continuous casting products. The structure, shape and size of the three pieces are different according to the continuous casting machine. Figure 15-4 shows the basic structure diagram of the three pieces.
Continuous casting three production technology
Although the functions of the three pieces of continuous casting are different, they have the same or similar material, structure characteristics, service conditions, performance requirements, etc., so they use almost identical process in production. The structure and high performance of these three products determine that they are different from other refractory materials from the production process to the raw materials used. Except for a small amount of molten quartz in the immersion nozzle, most of them are aluminum carbonaceous: the shape is long and thin and needs isostatic pressing. The resin binder with high graphite content is used to form carbon bonding and protect the atmosphere from heat treatment. The specific manufacturing process includes the following main processes:
Raw materials - billet preparation - isostatic pressing - heat treatment - machining, flaw detection, inspection, surface anti-oxidation coating, packaging, etc.
Continuous casting is a kind of refractory products with high technical content. It has strict requirements on the selection and control of technological process and parameters and the level of technological equipment to ensure the high stability of product quality.
(1) raw materials. The raw materials used in the three major pieces of continuous casting can be divided into the following categories: main refractory raw materials, graphite raw materials, functional additives and organic binder. The selection of raw materials has a great impact on product quality and use effect. Therefore, the production of three products on the purity of raw materials, particle size, and even the structure of a more stringent requirements.
1) main refractory materials. Involving a variety of high-grade oxide raw materials, such as various types of corundum raw materials, fused magnesium oxide, spinel, fused zirconia, fused quartz, fused zirconia mullite, etc. The main body of the three products is made of corundum or high aluminum, the slag line is made of partially stable electrofused zirconium oxide, and the plug rod head and nozzle bowl are made of corundum, electrofused magnesium oxide, spinel and other materials according to the different types of pouring steel. Fused quartz and zirconium mullite are often introduced as raw materials to improve thermal shock resistance. The type, quality and particle size ratio of the main raw materials are closely related to the thermal shock resistance, erosion resistance and erosion resistance of the products. Generally, the particle size of aggregate is no more than 1mm, and the key parts of the product shall use high-purity electric melting materials.
2) graphite raw material. Natural flake graphite is widely used in the three products of continuous casting. The most important contribution of graphite components to the products is to give them high thermal shock resistance to adapt to the strong thermal shock of high temperature molten steel. But its fatal drawback is the problem of oxidation, graphite oxidation and continuous casting operating conditions, graphite taste, particle size, etc. It is generally believed that the higher the purity of graphite, the better the corrosion resistance and oxidation resistance. Some manufacturers also refine graphite raw materials to further reduce the impurity content.
3) functional additives. In order to improve the performance of the three main products of continuous casting, a certain amount of additives are often added to the ingredients, such as anti-oxidation additives to inhibit or slow down the oxidation of graphite in the process of use, and additives with low melting point and low expansion coefficient to buffer thermal stress and improve thermal impact resistance. At present, most of the functional refractories used are carbon-containing refractories, and the problem of anti-oxidation must be considered in product composition design. Adding antioxidant and surface anti-oxidation coating is a common measure in the production of carbon-containing refractory for continuous casting. Common anti-oxidation additives include aluminum powder, silicon powder, silicon carbide, boron carbide, al-si, al-mg alloy powder and so on. These additives either generate non-oxides such as SiC, Si3N4, Sialon and AlN during heat treatment, or they can react with oxygen before graphite during use, reducing CO (g) to C and inhibiting the consumption rate of C in the products. C and oxide are generated to increase the density of refractories, form protective layers, promote graphite crystallization, and improve high-temperature strength. Equations 15-11 to 15-15 are the possible reactions of various non-oxide additives.
Si (s) +2CO (g) =SiO2 (s) +2C (s) (15-11)
SiC (s) +2CO (g) =SiO2 (s) +3C (s) (15-12)
2Al (s,l) +3CO (g) =Al2O3 (s) +3C (s) (15-13).
Al4C3 (s,l) +6CO (g) =2Al2O3 (s) +9C (s) (15-14).
B4C (s,l) +6CO (g) =2B2O3 (l) +7C (15-15).
4) binder. Almost without exception, phenolic resin is used as the binding agent for the three pieces of continuous casting. The heat treatment of the three pieces of continuous casting is actually to control the carbonization of the resin to form the carbon bond, which gives the products enough strength. The basic requirements of the resin are stable performance, high carbon residue and suitable viscosity. The characteristic of resin is that a large amount of gas will be discharged and decomposed when it is carbonized, which has a great or decisive influence on the strength and porosity of products, thus affecting the performance of products. Choosing a suitable resin is an important link in the production of high-quality products. The amount of resin is different due to the material, graphite content of the different differences, generally between 6%~12% of the total.
(2) billet preparation. The quality of billet for three pieces of continuous casting is a very important factor that affects the subsequent process and the performance of the final product. Billet requirements are: appropriate resin content, uniform distribution of each component, granulation effect, good fluidity, good formability. The selection of billet preparation equipment and process parameters has an important influence on this. Commonly used mixing equipment for high-speed mixing machine, mixing process according to the reasonable order of adding aggregate, premixing powder, graphite, resin, etc., mixing, granulation function. Drying equipment can be used refractory conventional drying equipment, can also be used fluidized drying bed, operation to strictly control the drying temperature and the degree of drying billet, to ensure a good molding performance and strength of the body, generally drying temperature does not exceed 80℃.
(3) forming. According to the structural characteristics of three pieces of continuous casting, with flowing steel channel in the middle, and the requirements of high reliability and reproducibility in use, cold isostatic pressure is the most suitable molding method at present in production, which can ensure that the nozzle of long and thin hollow structure has the same quality in the whole length direction. The equipment is cold isostatic press, liquid medium, rubber die set, steel die core. The more appropriate process parameters are 120~200MPa pressure, a certain boost, holding and pressure relief curve.
(4) heat treatment. Heat treatment is used to decompose and carbonize the resin. Forming carbon bonds that give the product the right strength and properties. In the heat treatment process, in order to prevent graphite oxidation and control the inert or reductive atmosphere of the heat treatment, the formulation of the heat treatment system is formulated with reference to the discharge of volatiles and decomposition reaction temperature of the resin in the heating process. The heat treatment temperature is usually 900~1250℃, and the heat treatment equipment is mostly shuttle kiln.
(5) non-destructive flaw detection. The non-repeatability of the three pieces of continuous casting requires the product to eliminate any internal damage, and the product shall be tested by non-destructive flaw detection, using X-ray flaw detector.
(6) processing and surface coating. The external size of isostatic pressing products, especially the matching size is not up to the required accuracy, the three major products partial or all external size need to be processed. At the same time, to prevent oxidation in the field of baking and use, the surface of the product to protect the coating. The coating can be melted into glaze at low temperature (600~750℃), and can spread well on the surface of the product and maintain the viscosity in a wide range of temperature, play a role in protecting graphite from oxidation.
Although the three pieces of continuous casting have many similarities in raw material selection, production technology, performance requirements, etc., their functions are not completely the same due to different use locations and conditions, and they have different requirements on the final products, as well as their own characteristics in material and structure. The three major products will be described separately in subsequent articles.