Sizing Nozzle
The sizing nozzle is a functional refractory for billet continuous casting to control the flow of molten steel. The fixed aperture through the nozzle keeps the water flow from the intermediate tank into the mold constant. The selection of the aperture size depends on the size of the billet and the drawing speed of the caster, usually between 12 and 20mm. In the whole process of continuous casting, constant nozzle diameter is completely depended on to ensure the steady flow rate. Therefore, sizing nozzle is a key functional refractory element for billet continuous casting, and its quality affects the smooth progress of continuous casting process. The quality requirements for sizing nozzle are safe and reliable in use. In addition to not blocking, cracking and falling off, the nozzle aperture is required to have a small diameter expanding speed. To meet such requirements, the nozzle material should have good resistance to erosion, erosion and thermal shock. Zirconium oxide is widely used at present, zirconium oxide content is different, different grades, directly determine the nozzle diameter expansion speed is different, different service life. The nozzle diameter expanding rate of 95%ZrO2 content can reach 0.03mm/h. The service life ranges from zirconium with 65%ZrO2 content to zirconium oxide with 95%ZrO2 content.
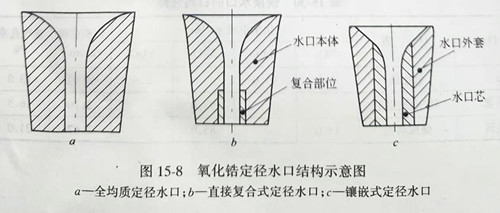
The sizing nozzle can be divided into three different forms structurally: homogeneous, direct compound, and Mosaic, as shown in figure 15-8. Homogeneous constant diameter nozzle is mainly zirconia or low zirconia content nozzle, suitable for continuous casting time is shorter occasions. The direct compound sizing nozzle body is made of zirconium, which is composed of a high zirconium oxide content layer of a certain height and a certain thickness only in the sizing part of the nozzle hole. The characteristic is the service life is longer than the whole zirconium stone nozzle, the production cost is low, but because of the difference of expansion coefficient, the possibility of cracking in use is large, so the content of zirconium oxide in the internal composite layer is generally not too high, often take 70%~80% range. Inlaid sizing nozzle is divided into two parts: outer sleeve and inner core. Coat is generally fired into high aluminum, inlaid core for zirconia, according to the use of different requirements to choose different content of zirconia core. Inlay sizing nozzle has low production cost, good thermal shock resistance and full range of product grade (ZrO2 content).
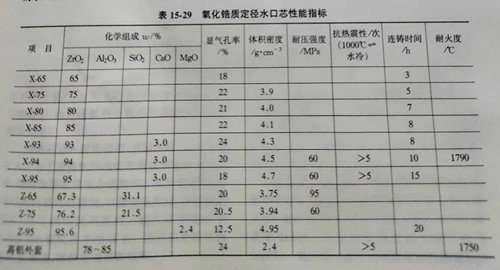
The main raw materials used in the production of zirconia quality sizing nozzle core are: partially stable electrofused zirconia and zirconium, the production process includes billet preparation and mixing, machine pressing, drying, high temperature firing. Sintering temperature and zirconia content are concerned, nozzle with zircon added sintering temperature in 1630 ~ 1700 ℃, all part of the stability of fused zirconia raw material of sintering temperature on the nozzle core 1750 ~ 1800 ℃. 15-29 table lists the various grade of zirconia nozzle core performance metrics, including domestic calcium products are mainly used as stabilizer, foreign products have adopted magnesium oxide as stabilizer.
The two main failure phenomena that may occur in the use of the sizing nozzle are the explosion and crack accidents in the case of poor thermal shock resistance and the core expansion of the nozzle. After the sizing nozzle is enlarged, the casting casting speed is accelerated, causing the casting quality to decline and causing the leakage accident. Therefore, the quality of raw materials, particle size composition of ingredients, phase composition and microstructure of finished products should be precisely controlled in the process of core manufacturing.
In recent years, with the improvement of billet continuous casting level and tundish life, the service life of the nozzle has become a bottleneck to improve the number of continuous casting furnace. Second, the thermal shock is limited. Therefore, the technology of constant flow quick replacement of sizing nozzle was developed, which solved the key link of improving continuous casting furnace number of billet continuous casting. On the basis of the quality level of the original sizing nozzle, the continuous pouring time of the single tank was greatly increased to a maximum of 70h through quick online replacement. At the same time, the application of continuous flow rapid replacement technology, stable pull speed, ensure the quality of the billet, improve the yield, reduce consumption, reduce labor intensity, improve efficiency, is a rapidly spreading technology.
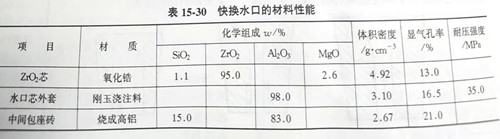
Due to the need for accurate matching between the quick change nozzle and the upper water nozzle, there is a higher requirement for the thermal shock resistance of the fixed-diameter nozzle without preheating. Table 15-30 gives the reference value of the performance index of the quick change nozzle and the supporting material.