

Property of Unshaped Refractories
Adhesion rate
The amount of adhesion of the sprayed refractory to the sprayed liner by the jet, calculated as a percentage, is called the adhesion; On the contrary, it can also be calculated as the percentage of its unattached loss, which is called the rebound rate. Adhesion rate is a very important performance index of jet refractory. The higher the adhesion rate, the lower the rebound rate, the better the spraying effect.
There are many factors influencing the adhesion rate of sprayed refractory, mainly including the following aspects:
(1) the particle size composition of the jet material, the ratio of aggregate and matrix (powder) should be appropriate, and the content of matrix should be enough to embed the aggregate particles. During the jet, the coarse aggregate can "soft land" in the matrix, otherwise the aggregate is easy to fall off. The ratio of aggregate to matrix is 60:40. Moreover, the maximum particle size of coarse aggregate should not be too large. Generally, 8mm is appropriate, and the content should be less than 20%.
(2) rheological properties of the matrix material. The mud material composed of fine powder and water (or liquid binder) should be a viscoplastic mud material with a certain yield value. When impacted by the jet stream and the jet material, only plastic deformation will occur, but no flow will occur. Therefore need to add plasticizer or flocculant to adjust;
(3) the pressure and flow velocity of the jet stream. As the carrier of the jet stream, the pressure and flow velocity should be appropriate. On the contrary, too little air pressure makes it difficult to form a dense spray layer, and also easy to fall off;
(4) operation of spray construction: the distance between the nozzle and the sprayed surface should be appropriate, generally 0.8~1m. The spray gun should form a right Angle with the sprayed surface, otherwise the adhesion rate will be reduced;
(5) surface properties and states of the sprayed liner: the rougher the surface of the sprayed liner is, the easier it is to adhere to the sprayed liner. When spraying paint, the shell of the furnace should be sprayed with appropriate anchoring parts (anchoring or tortoise shell net) to enhance the structural strength of the coating.
Masha value
The characteristic value to measure the performance of blast furnace mud is called ma xia value. This value was measured using the underhorse (Marshall) tester shown in figure 17-5. During the measurement, the gun mud (malleable mud) placed in the model of the macha testing machine is extruded so that the pressure when the mud is extruded through the outlet with a certain diameter at the bottom of the model is the macha value. In terms of MPa. The model is equivalent to a miniature model of a real clay gun.
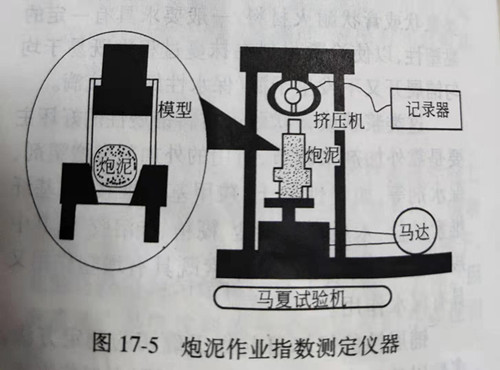
The ma xia value of gun-mud fluctuates with the different performance of gun-mud (sticky, plastic-elastomer). Generally, the ma xia value of gun-mud of blast furnace is determined according to the extrusion pressure of gun-mud, which fluctuates between 0.45~1.4. The basic requirements for the operation of gun mud are as follows:
(1) to have good plasticity, extruded mud column will not break or loose, and mud bag can be formed in the inner wall of the iron hole;
(2) good lubricity, stable extrusion into and out of the iron hole, no obstruction;
(3) suitable sintering can occur in the iron hole, and it has certain corrosion resistance and erosion resistance, so as to protect the lining body inside the iron hole. Therefore, it is necessary to add plasticizer, lubricant and sintering agent in the composition of gun-mud.
thixotropy
Slurry or slurry containing amorphous refractory materials (such as refractory castables), under the action of external forces (agitation or vibration), can flow and amortization, but no flow after standing (or in the state of gel) is called thixotropy. For a refractory castable, this is a reversible process over a period of time (before condensation occurs) and is one of the important properties for evaluating the performance of a castable.
The thixotropy of refractory castables is mainly determined by the thixotropy of their substrates. Matrix is formed by the powder - water system, this system with rotary viscosity meter measured the relationship between the gamma shear rate and shear stress tau has the following features:
(1) with the increase of shear rate gamma, shear stress tau also will increase, reach a certain value, gradually reduce the shear rate, shear stress also reduced, will be the relationship between gamma and tau draw on gamma - tau coordinate chart, it can be seen that the uplink path is not coincide with the downward path, forming a crescent-shaped circle, the circle is called "lag circle", as shown in figure 17-6.
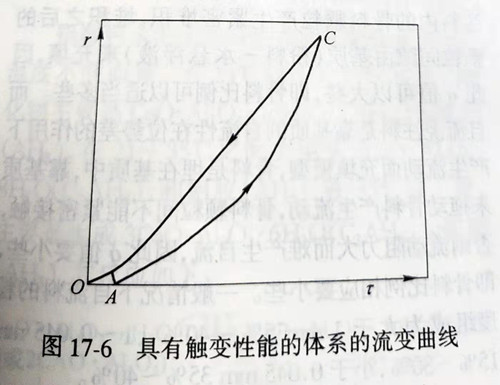
(2) the larger the area of the "lag ring", the more difficult the thixotropy is, and the smaller the thixotropy is, the better.
In the amorphous refractory, in addition to the refractory castable, refractory mud, refractory coating, refractory pressure injection material and so on have thixotropic characteristics. In order to improve the thixotropy of amorphous refractory clay, a small amount of dispersant or degumming agent can be added.
coagulant
After mixing amorphous refractory with water or liquid binder, the mixture gradually loses its thixotropy or plasticizable and is in the solidification state. The time required to go through this process is called condensation time. The initial setting time is the time when the mixture begins to change from a viscoplastic body or a viscoplastic elastomer to a plastic-elastomer, and the final setting time is the time when the plastic-elastomer becomes an elastomer.
Amorphous refractories containing coarse aggregate are still subject to uniform standards for the determination of setting time. However, the setting time of the matrix can be determined by the national standard "cement slurry setting time determination method GB146". Determination of the aggregate can be greater than 100 microns particles screen, use or powder (including binder) and water and liquid binder with a mix of coagulant to determine, is transferred into normal consistency of cement paste (mix) into the vicat (setting time tester) test, as stipulated in the standard operating procedures and determined by water mixing to vicat sink into the slurry in the determination of the pointer on the floor until the distance mode to 0.5 ~ 1.0 mm, the time required for the initial setting time, and test a pointer into slurry from the upper surface is less than 1.0 mm, the time required for the final setting time.
For refractory castable, in order to meet the requirements of construction time, generally require initial setting time shall not be earlier than 40 min, and final setting time not later than 8 h, but for jet refractory, but requires setting time as short as possible, such as wet spraying material, requirements into the spray surface can occur immediately after the evasion, in order to prevent the spray layer falls off or collapse.
sclerosing
Amorphous refractories with water or liquid binder after mixing and forming, after a certain period of curing or heating curing and curing the strength of the property is known as hardenability. The principle of hardening action is that hydration reaction produces hydrates or chemical reaction produces cementants or condensates produce aggregates, or condensation reaction produces polymers, which cement aggregate particles together and harden.
From the perspective of rheology, the hardening process actually refers to the process of material transformation from viscoplastic body or viscoplastic body to elastomer, which requires a certain time. Therefore, the hardening property is generally expressed by the strength after curing at different times or baking at different temperatures.
Unshaped refractory hardening action is conditional: curing hardening in room temperature water or wet conditions is called hydraulic hard material, curing and hardening in room temperature and dry conditions is called gas hard material; And in the heat of the baking can occur hardening is called hot hard material. Different properties of the binder required for hardening conditions are different, such as calcium aluminate cement as a binder castable, generally in a humid environment to maintain, phosphate or water glass binder castable, in a dry environment to maintain; But the ramming material that USES organic resin kind to make binder or hot repair material, requirement is in heat bake (about 200~300℃) condition ability produces sclerosis.